
|
Science » Astronomy » Szlifowanie zwierciadła [2] Wracając do zwierciadła — należy określić, jak głęboką krzywiznę musimy wyszlifować w celu uzyskania konkretnej długości ogniskowej. Wartość tą uzyskujemy z poniższego wzoru: e = r2/2R Czyli w moim przypadku: e = 101,52 / 2 x 2436 = 2,12 mm Tyle więc powinna wynosić głębokość wyszlifowanej krzywizny na jej środku. Nie należy jednak osiągać tej wartości na początku szlifowania, dlatego też należy ustawić szczelinomierz na np. 1,95 mm. Można też od początku monitorować postęp pracy i ustawić na wartość mniejszą. Dobieramy więc odpowiednio blaszki szczelinomierza, staramy się umieścić je jak najdokładniej w środku, przykrywając metalową linijką. Jeśli linijka „kiwa" się na boki, stukając o krawędzie zwierciadła, należy kontynuować pracę do momentu, aż osiągniemy odpowiednią głębokość. Aby upewnić się o dokładności pomiaru, dokładamy zawsze najcieńszą blaszkę. Przypominam o pilnowaniu fazki! Kiedy dojdziemy już blisko planowanej głębokości, np. do około 1,95 mm, a oszroniony jest tylko środek, należy zmienić rodzaj ruchu, aby włączyć do pracy również krawędzie zwierciadła. Możliwe, że w waszym przypadku nie będzie to koniecznie i „oszronione" koło rozszerzy swój zasięg do krawędzi przy używyciu powyższego ruchu. Jednak jeśli napotkacie taki sam problem co ja, należy użyć ruchu opisanego poniżej. Tym razem będzie to ruch środka krążka nad środkiem zwierciadła, w skrócie COC (ang. center-over-center), w zasięgu około 1/3 średnicy zwierciadła, czyli jedynie 1/6 średnicy górnego krążka wystaje poza granicę zwierciadła podczas ruchu. Obydwie dłonie wywierają jednostajny nacisk na całą powierzchnię, a zagięte na krawędzi palce kontrolują ruch zwierciadła. Szczegóły ruchu pokazane są na ilustracji poniżej, przy czym należy pamiętać, że nadal chodzimy wokół stanowiska pracy na sposób pokazany na Rycinie 15. W przypadku ruchu COC jeden wet może trwać poniżej minuty, ponieważ pod naciskiem znajduje się cała powierzchnia i proszek ściera się szybciej. Ruch COC to pierwszy etap kiedy zwierciadło i krążek będą zamiennie znajdować się na górze, bądź na dole.
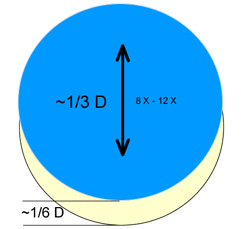
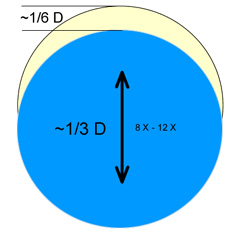
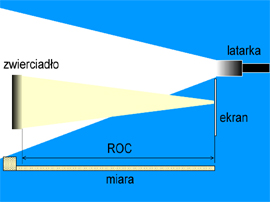
Rycina 18. Ruch środek nad środkiem (COC) o zasięgu 1/3 średnicy z krążkiem na zwierciadle. Po 8-12 ruchach robimy krok wokół stanowiska pracy w jednym kierunku, następnie obracamy krążek o około 1/4 obrotu w kierunku przeciwnym. Pamiętajcie o podłożeniu czegoś miękkiego pod zwierciadło! Gdy krążek znajduje się na zwierciadle — w skrócie TOM (ang. tool over mirror) intensywniej pracują krawędzie i generalnie następuje tendencja do spłycania krzywizny. Kiedy w rękach trzymamy zwierciadło, krążek zaś spoczywa na stanowisku — czyli w skrócie MOT (ang. mirror over tool) — intensywniej pracuje środek i zwierciadło jest pogłębiane. Dlatego, aby utrzymać głębokość krzywizny, około 2 mm, co 15 minut szlifowania należy zamienić pozycję MOT na TOM i odwrotnie. Cały czas monitorujemy głębokość krzywej, pracując MOT, aby ją pogłębić, lub TOM, aby spłycić. Należy samemu wypraktykować, jak często należy sprawdzać zwierciadło — może to być 30 minut lub godzina pracy. Pamiętać należy znowu o pewnej losowości w zasięgu ruchu i ilości powtórzeń. Ponieważ mierzenie głębokości krzywizny jest metodą niedokładną, kiedy osiągniemy wartość bliską do pożądanej i zwierciadło jest „oszronione" na całej powierzchni, musimy wykonać dodatkowy, bezpośredni test. Należy dokładnie wyczyścić zwierciadło i przygotować wiadro, spryskiwacz z wodą, latarkę oraz białą kartkę papieru. Włączoną latarkę i kartkę, jako ekran, umieszczamy blisko siebie, tak aby powierzchnia kartki była położona równo z ekranem latarki. Kartkę można zagiąć na krawędzi stołu i przycisnąć latarką. Prostopadle do ekranu umieszczamy miarę, którą rozwijamy na pożądaną odległość ROC plus 50 cm. W ciemnym pomieszczeniu zwilżamy powierzchnię zwierciadła spryskiwaczem nad wiadrem i podchodzimy do włączonej latarki. Trzymając oburącz zwierciadło, rzucamy na ekran odbicie wnętrza odblaskowego latarki i powoli cofamy się wzdłuż miary, aż do momentu kiedy obraz staje się ostry. Wtedy można odejść ciut dalej, aby pozbawić obraz ostrości, po czym powoli powrócić do ostrego obrazu. Patrząc wzdłuż powierzchni odblaskowej zwierciadła w dół odczytujemy wartość ROC na mierze. Zwierciadło powinno być wilgotne, spryskujemy je jeszcze raz wodą i powtarzamy odczyt kilka razy.
Rycina 19. Sposób bezpośredniego pomiaru długości promienia krzywizny ROC. Źródło światła i jego obraz powinny znajdować się możliwie jak najbliżej siebie. Należy pamiętać, że odczytywana wartość to promień krzywizny ROC, czyli dokładnie dwukrotna wartość długości ogniskowej f. Jeśli wartość ROC okaże się niższa od pożądanej, należy pracować jeszcze TOM, aby spłycić zwierciadło. Jeśli wartość jest za duża, należy zwierciadło pogłębić pracując MOT. Jeśli figura jest uporczywa zwłaszcza podczas spłycania, można przedłużyć ruch COC nawet do 2/3 średnicy zwierciadła. Zauważyłem, że znacznie łatwiej jest zwierciadło pogłębić niż spłycić. Gdy jesteśmy wystarczająco blisko pożądanej wartości ROC (z dokładnością 1-2 cm), możemy przejść do następnej fazy szlifowania. Powyższy proces może zająć od 4 do 8 godzin, w zależności od wprawy pracującego. Mnie udało się ukończyć go w 6 godzin 25 minut. WygładzanieZanim przejdziemy do dalszego szlifowania należy wszystko dokładnie wyczyścić. Szorujemy do czysta wiadro i całe stanowisko pracy, razem z podłogą. Proszku do szlifowania nie wolno wylewać do zlewu! Ma on tendencję do podstępnego osiadania w rurach, jak cement. Można go wylać np. pod rynną, w końcu jest to tylko wyselekcjonowany pod względem rodzaju i rozmiaru piasek. Wyrzucamy do śmieci gąbki, ceratę, tkaninę pod zwierciadło, drewniane zastawki, butelkę z wodą i worek po proszku #80. Jeśli chcemy go zachować, zamykamy szczelnie w słoiku i odkładamy w innym pomieszczeniu. Następnie szorujemy ręce i paznokcie, razem z zegarkiem i obrączką, jeśli nosimy. Bierzemy nowe gąbki, myjemy nimi zwierciadło i krążek, po czym gąbki lądują również w koszu, z którego worek zawijamy i wynosimy z pomieszczenia. Dla oszczędności można gąbki przecinać na trzy części. Najlepiej przebrać jest również koszulkę. Zasada jest prosta — jeśli zignorujecie tą kwestię i uznacie za przesadzoną, zrujnujecie dzieło swojej wielogodzinnej ciężkiej pracy.  Rycina 20. Czystość przede wszystkim. Za każdą zmianą proszku wszystko musi być dokładnie wypłukane i wyczyszczone. Pokrywanie zastawek ceratą nie jest konieczne. Celem dalszego procesu jest wygładzenie powierzchni zwierciadła i zbliżenie jej do kształtu sferycznego, co dokładniej omówimy później. Każdy kolejny proszek jest coraz drobniejszy i usuwa zadrapania i wżery pozostałe po proszku poprzedzającym. Do wygładzania potrzebne będzie zaadoptowanie kolejnego rodzaju ruchu, zwanego często „normalnym" bądź „ww" ze względu na ruch, jaki wykonuje środek zwierciadła lub krążka. Inaczej układamy również ręce podczas ruchu i co najważniejsze nie stosujemy nacisku podczas pracy. Jedyny ciężar to waga samego zwierciadła lub krążka i dłoni pracującego, luźno spoczywających na zwierciadle.  Rycina 21. Sposób trzymania zwierciadła podczas ruchu normalnego. Ręce nie wywierają nacisku. Ruch normalny ww może wydawać się na pierwszy rzut oka skomplikowany, ale przy odrobinie wprawy wykonuje się go już bez większego trudu i automatycznie. Ponownie należy pamiętać, że wszystkie podane wartości należy stosować w przybliżeniu i zarówno zasięg ruchu, jak i ilość powtórzeń należy urozmaicać. 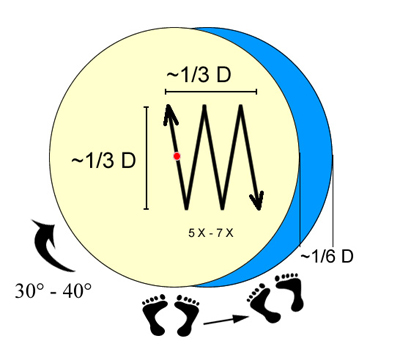 Rycina 22. Ruch normalny, zwany również ruchem „ww". Środek zwierciadła zakreśla półtora do dwóch liter W i zasięgiem nie wychodzi poza 1/3 średnicy w obu kierunkach. Po 5-7 pojedynczych ruchach wykonujemy krok wokół stanowiska w jedną stronę i obracamy zwierciadło w stronę przeciwną o nie więcej niż 30-40 stopni. Częste obracanie zwierciadła zapobiega astygmatyzmowi. Rozpoczynamy więc wygładzanie proszkiem nieco drobniejszym — SiC #120. Pamiętamy o zamianie pozycji TOM/MOT co 15 minut, pracując dłużej z jedną w zależności czy chcemy przedłużyć lub skrócić ROC. Co około godzinę sprawdzamy ROC za pomocą latarki, ekranu i miary. Możliwe, że będzie trzeba stosować np. 30 minut TOM i 15 minut MOT, aby utrzymać ROC bez zmian. Wygładzanie proszkiem #120 powinno zająć kilka godzin (3-5), w zależności od wprawy i tempa pracy. Podjęcie decyzji kiedy następuje czas zmiany proszku na drobniejszy jest trudne i często irytujące, zwłaszcza na początku. Każdy proszek pozostawia po sobie wyszlifowaną powierzchnię o określonej chropowatości. Jeśli po kilku godzinach widzimy jednostajnie obrobioną powierzchnię, jednak wszędzie porozrzucane są mikroskopijne „dołki", czyli wżery z poprzedniego proszku, pracę należy kontynuować. Dopiero kiedy powierzchnia jest jednolita, ewentualnie posiada jedynie kilka spłyconych wżerów, możemy przejść do następnego proszku. Wżery można zaznaczyć permanentnym cienkopisem i obserwować ich usuwanie. Do oceny powierzchni zwierciadła najlepiej używać lupy oraz latarki skierowanej pod niewielkim kątem względem zwierciadła. Można również wykonać sobie wzorce szlifując np. szkiełka podstawowe od mikroskopu.  Rycina 23. Na jednolicie wyszlifowanej powierzchni szukamy pojedynczych wżerów z poprzedniego proszku. Największą uwagę należy zwrócić na krawędzie. Po usunięciu wżerów można przejść do szlifowania następnym proszkiem. Za każdym razem powtarzamy procedurę dokładnego czyszczenia stanowiska. Z proszku #120 przechodzimy do #180, następnie do #220. Im drobniejszy proszek, tym krócej zajmuje pozbycie się wżerów poprzedniego. Generalnie jednak największą różnicę w redukcji czasu odczuwa się po zakończeniu pracy z proszkami SiC. Zanim skończymy pracę z proszkiem #220, dopracować należy zamierzoną wartość ROC, z tym że należy pamiętać, że przesadna dokładność nie jest wymagana. Najważniejsza jest gładka i prawidłowa figura zwierciadła, nie należy upierać się przy dokładnie 2436 mm. To że zwierciadło będzie charakteryzowało się światłosiłą f/5.8 czy f/6.1, zamiast f/6 nie wpłynie na jakość obrazów, a tubus i tak dopasowuje się do końcowych, dokładniejszych pomiarów. Można być pewnym, że ROC zmieni się podczas polerowania i figuryzacji zwierciadła.
« (Published: 12-06-2006 Last change: 17-06-2006)
page 4841 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 Ukończył biologię molekularną na Uniwersytecie Adama Mickiewicza w Poznaniu. Pracował jako Research Specialist in Health Science w Department of Anatomy and Cell Biology na University of Illinois w Chicago. Obecnie pracuje jako Associate Cell Biologist / Histologist w Abbott Laboratories (Illinois). Specjalizuje się w ekspresji białek 'od zera', hodowlach linii komórkowych, symulacji in vitro procesów zachodzących w komórkach. Jego pasją jest teoria ewolucji, w szczególności ewolucja systemów biochemicznych i pochodzenie życia we Wszechświecie.
Ukończył biologię molekularną na Uniwersytecie Adama Mickiewicza w Poznaniu. Pracował jako Research Specialist in Health Science w Department of Anatomy and Cell Biology na University of Illinois w Chicago. Obecnie pracuje jako Associate Cell Biologist / Histologist w Abbott Laboratories (Illinois). Specjalizuje się w ekspresji białek 'od zera', hodowlach linii komórkowych, symulacji in vitro procesów zachodzących w komórkach. Jego pasją jest teoria ewolucji, w szczególności ewolucja systemów biochemicznych i pochodzenie życia we Wszechświecie.| [ Cooperation ] [ Advertise ] [ Map of the site ] [ F.A.Q. ] [ Store ] [ Sign up ] [ Contact ] The Rationalist © Copyright 2000-2018 (English section of Polish Racjonalista.pl) | ||